
In dieser Artikelserie zur „Maslow CNC“ schreibe ich über meine Erfahrungen beim Aufbau dieser CNC Fräse für Jedermann.
In Teil sechs der Serie prüfe ich wie es nach meinen Verbesserungen um die Fräsgenauigkeit steht. Dabei habe ich einen spontanen Einfall, wie der Fräsvorgang zum Wohle der Genauigkeit optimiert werden kann.
In den vorangegangenen Folgen hatte ich einige Maßnahmen ergriffen, um die Fräsgenauigkeit meiner Maslow zu erhöhen: ich hatte die Balance des Sleds optimiert und die Parallelität der Ketten verbessert. Außerdem hatte ich die Sled-Unterseite abgeschliffen und lackiert um die Reibung zu verringern. Zudem hatte ich per „Holey Calibration“ die Fräse nochmals kalibriert.
So präpariert, ging ich nun davon aus, dass meine Fräsergebnisse deutlich besser werden sollten. Für meinen nächsten Fräsversuch habe ich mir daher schon ein ambitionierteres Fräsobjekt vorgenommen: den Hocker
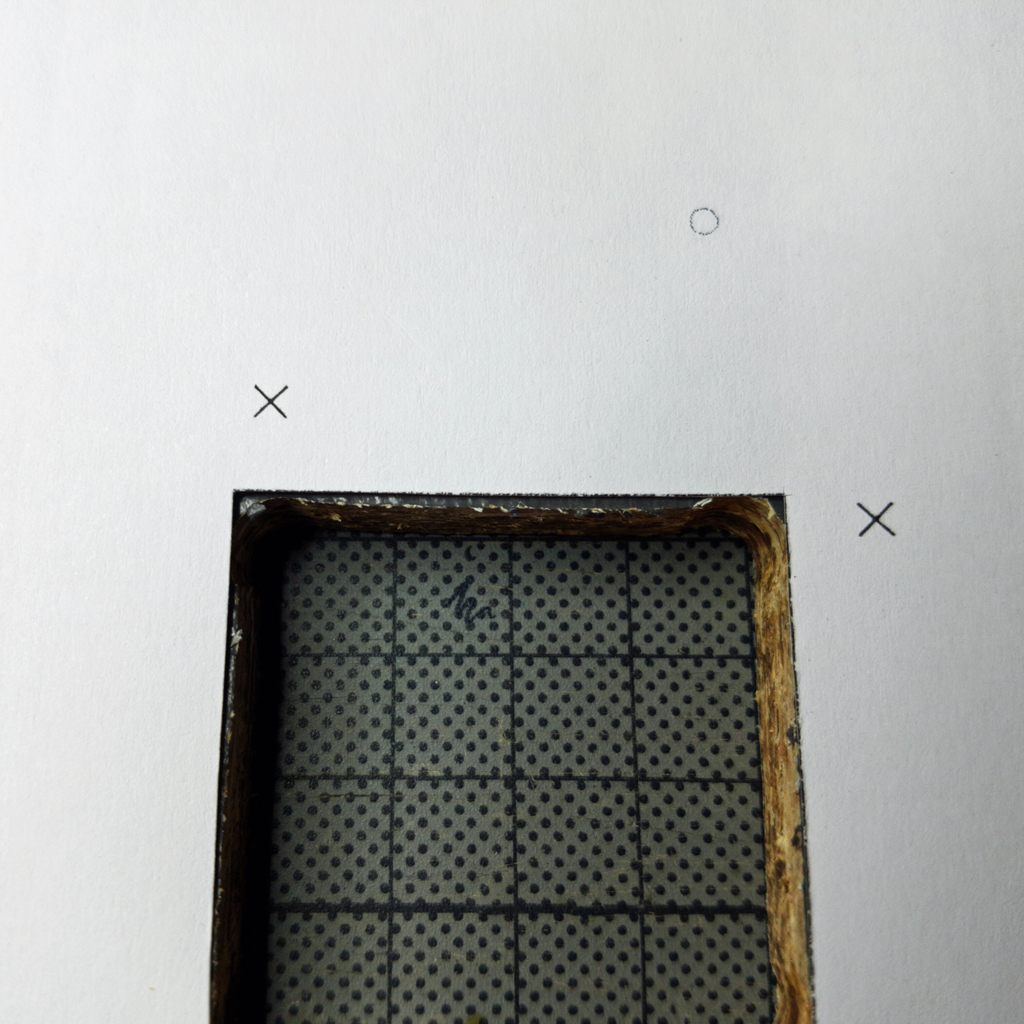
„Rotational Stool“ (D4CNC_CH08-STL) aus Kapitel 8 des Buchs Design for CNC. Mein Ziel dabei: ich wollte mir drei Teile des Hockers aus 10 mm MDF ausfräsen, um zu prüfen ob die gefrästen Teile dann auch tatsächlich genau ineinander passen.
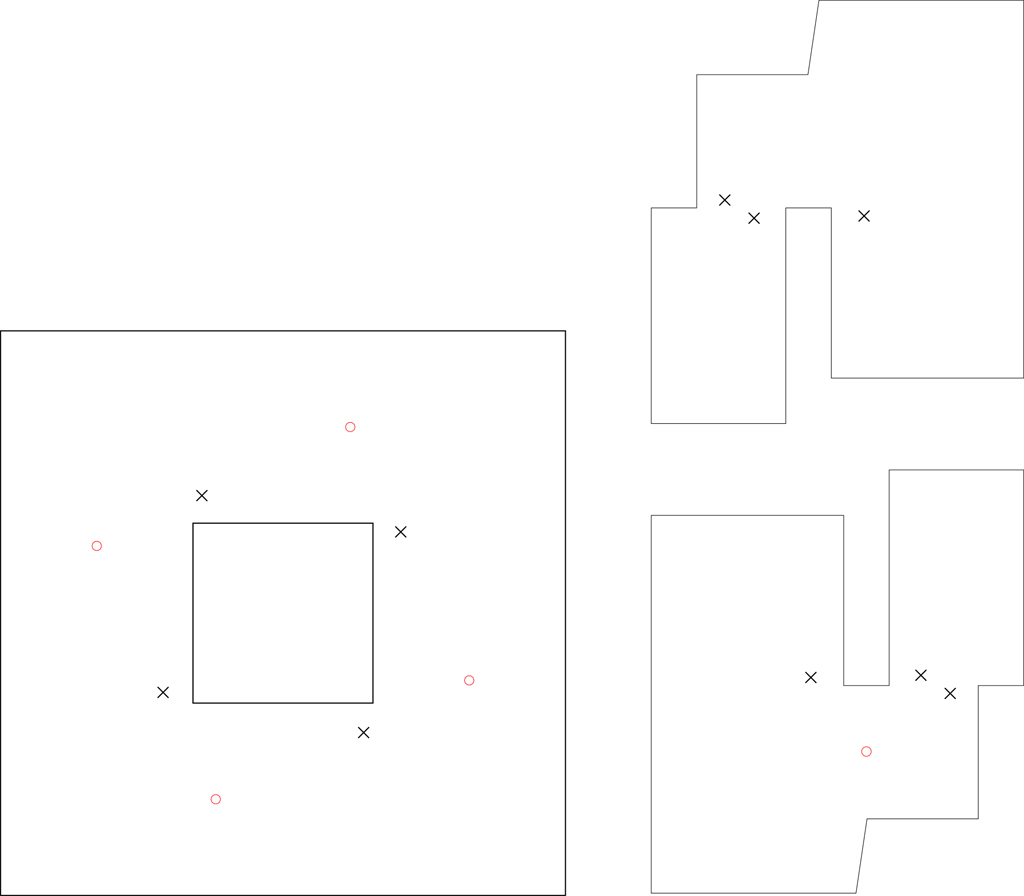
Nach meinen ersten Fräsergebnissen war ich einigermaßen skeptisch. Meine Befürchtung: sollte die Fräs-Genauigkeit noch immer nur +/-1.0 mm sein, dann würden die Aussparungen für die Verzapfung der Hockerteile zu groß ausfallen, und mein Hocker würde wegen der lockeren Holzverbindungen in sich zusammenfallen.
Meine erste naive Überlegung war: „Dann schlag ich halt Toleranzen auf die Hockermaße drauf, und arbeite per Hand nach.“ Händisch nachzuarbeiten erschien mir dabei sofort als übler Kompromiss, aber was soll man machen?
Man könnte zum Beispiel natürlich auch einfach einen Fräskurs im FabLab München besuchen (was ich getan habe), und dann im Kurs auf die glorreiche, aber naheliegende Idee kommen: warum nicht in zwei Durchgängen fräsen? Erster Durchgang: Schruppen, zweiter Durchgang Schlichten?
So wie ich das verstanden hatte, ist Schruppen/Schlichten zwar eher beim Fräsen von Metall üblich, aber warum sollte diese Vorgehensweise nicht auch beim Fräsen von Holz auf einer Maslow CNC mit kleineren Genauigkeitsproblemen helfen?
Meine Überlegung dabei: im Schrupp-Durchgang arbeite ich zunächst mit Schlichtzugabe von 1.5 mm. Damit bewege ich mich noch außerhalb des Toleranzbereichs meiner Maslow CNC und trage nicht zu viel Material von meinen Teilen ab. Im Schlicht-Durchgang arbeitet dann der Fräser nur im Teilschnitt, weil das meiste Material schon abgetragen ist. Möglicherweise erreicht die Fräse dann wegen des Teilschnitts eine bessere Genauigkeit.
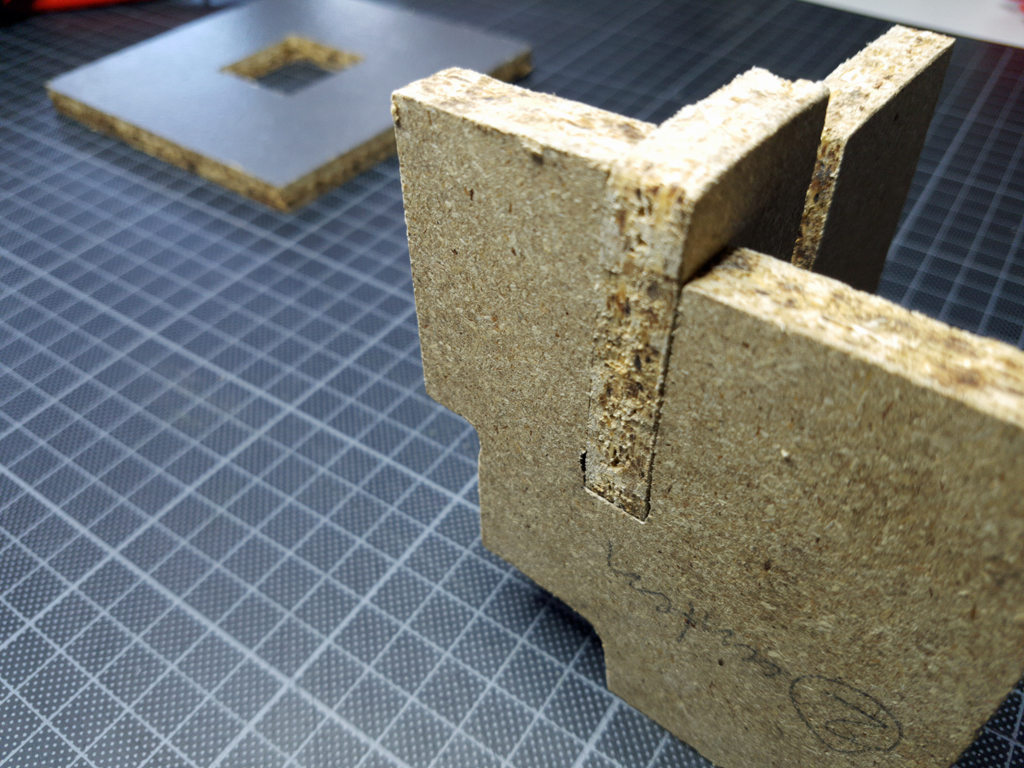
Gesagt, getan. Ich verrate auch gleich die Auflösung: fräst man in zwei Durchgängen per Schruppen/Schlichten, dann erhält man tatsächlich sehr maßhaltige Werkstücke.
Ein Wenig musste ich bei den Holzverbindungen noch mit Feile und Schleifpapier nacharbeiten, aber danach passten die Teile perfekt zusammen.
Eine Beobachtung muss abschließend noch erwähnt werden: beim Fräsen fiel mir wieder auf, dass der Fräser beim Eintauchen nach wie vor den Sled abhebt. Doch um dieses Problem werden wir uns in einem der nächsten Teile dieser Blogserie kümmern…